





数控钢筋弯曲中心有着重要的作用,想要了解更多数控钢筋弯曲中心的问题欢迎来电咨询,我们会用的服务来回答您的问题。 机械弯曲成形要求:1.在机械正式操作前,应检查机械各部件,并进行空载试运转正常后,方能正式操作,2.操作时注意力要集中,要熟悉工作盘旋的方向,钢筋放置要和挡架,工作盘旋转方向相配合,不能放反
另外油温升高后油液粘度下降,对密封的要求更加严格,有可能存在内泄。解决方法:。带锯床加装冷却装置,在使用过程中将液压油油温保持在相对较低的温度;。更换高一级粘度的液压油,如#改为#;。查找有无内泄现象;。更换油质较好的液压油。
带锯床油一热液压柱升不起来的原因分析
影响金属带锯床锯条价格的因素
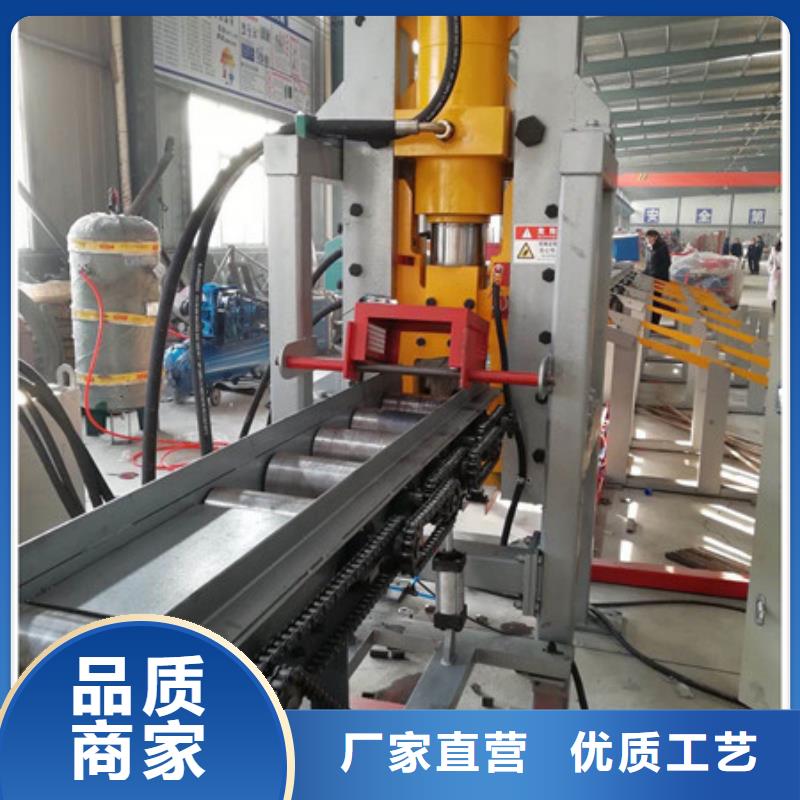
带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
 jmc
jmc
准确清洁液压系统。切忌运用火油或柴油作清洁液。清洁时应选竭尽或许大的流量,使管路中液流呈紊流状况,并结束各个实行元件的动作,以便将污染物从各个泵、阀与液压缸等元件冲刷出来。清洁结束后,在热状况下排掉清洁液,替换新油。
按金属带锯床、角度锯床、数控锯床、龙门锯床商品运用仿单的划定,选用液压油。选用封闭式油箱,在其进口处设备空气滤清器。运用进程中,应避免水分、乳化液、尘土、纤维杂物及其他机械杂物的侵入。液压油箱的油量在锯床系统管路和元件布满油后,应保持在划定的油位规划内。带锯条液压系统在投入运用前,必需进行严厉的清洁。加油时必需严厉过滤。
。带锯床液压油的含水率。假设液压油呈乳白色,气味没变,说明混入水分过多。取少数液压油滴在火热的铁板上,若宣布“叭叭”声,说明富含水分。此刻,应替换新油。液压油的氧化程度。假设液压油色彩呈黑褐色并有恶臭味,说明现已氧化。褐色越深,恶臭味越浓,说明氧化的程度越凶猛。

关于铣床配件:如非特别说明,卧式铣床类商品图片中的立铣头、分度头等配件均为拍摄搭配之用,不包含在所售商品中。
色差问题:数控机床所有产品均采用专业拍摄,但由于每个人的电脑显示器不同,显示上不排除会出现色差问题,用户如对产品有颜色要求,订购时请加以说明,没有说明的最终以厂家标准颜色为准。
商品包装:出口产品为木箱钉装,在保证不影响到产品运输的情况,内销产品的包装为聚乙烯薄膜包装,但我司保证所售商品均为厂家直销,商品包装请以实物为准,包装如有要求敬请用户订货时请提前说明。
运输说明:考虑到产品运输的安全性,实效性,方便性,一般为配货站配车运输,这种运输方式具有配车方便,运输途中速度快,一般可进行上门送货方便用户卸车,但这种运输方式也有一个缺点运输车辆配满货物才发车,需要用户等待一般为1-2天,偏远地区除外。发货前将司机号码以短的形式发于用户,我们一切以用户为中心,请您放心购买。

不论锯齿合适与否,随意进行切削,这就防止不了形成崩齿拉齿景象。2.齿距挑选失误,大锯齿锯切小截面的资料,也会有拉齿呈现。3.锯切槽钢、圆管、方管和别的异型资料时假如进给量把握不妥是最简单呈现崩拉齿的,应特别留意。1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。2.操作时因为马虎行事,致使工件未或的工件并不可靠,锯切时工件发作松动或振荡状,锯齿在不确定的外力作用下打齿。3.装置锯带不到位,锯带背部磨爬锯轮的止口边缘,使锯带异常作业。4.新锯带不进行正常磨合就高速切削,且进给量过大,形成崩拉齿,这种景象在操作中是对比遍及的疑问,应当倍加留意。5.锯切结束锯架抬升时。 6、送料长度尺寸由光栅尺检测定位,光栅尺检测有效范围500mm。
7、昆仑DOP人机界面支持双通讯口联机功能,可同时连接2种不同通讯格式的控制器,架构多机联机网络。
8、台达DVP可编程控制器,全自动控制。
9、送料长度检测深圳埃莫特光栅尺。
10、材料夹紧采用油缸夹紧。
11、可同时叠加多根材料锯切。
12、线速度根据不同材料锯切,给定不同线速度,达到不同的锯切效率。
产品特点
1.切削速度液压控制,无级变速
2.导向块结构科学合理,延长锯条的使用寿命
3.双立柱结构,操作平稳
4.锯切稳定,精度高
5.工作夹紧采用手动夹紧,操作方便
